

-
-
-
铸造工艺河北瑞欧智能装备有限公司,位于河北省石家庄,20多年专注于消失模铸造领域,集生产、研发、培训、销售为一体, 专为客户提供消失模全套设备、消失模模具、消失模涂料、消失模铸件、消失模专用砂及胶等,提供生产线设计、铸造项目规划、工艺培训为一体的一站式解决方案。 公司拥有实力雄厚的技术团队,其中机械工程师、电气工程师、铸造工程师等研发人员超过总人数50%,大专学历以上人员占60%。同时与河北科技大学、华中科技大学、河北工业大学、北京科技大学等多所院校合作

第四章 黑区工艺 4.8 消失模工艺流程
发布时间:
2022-03-24 09:54
来源:
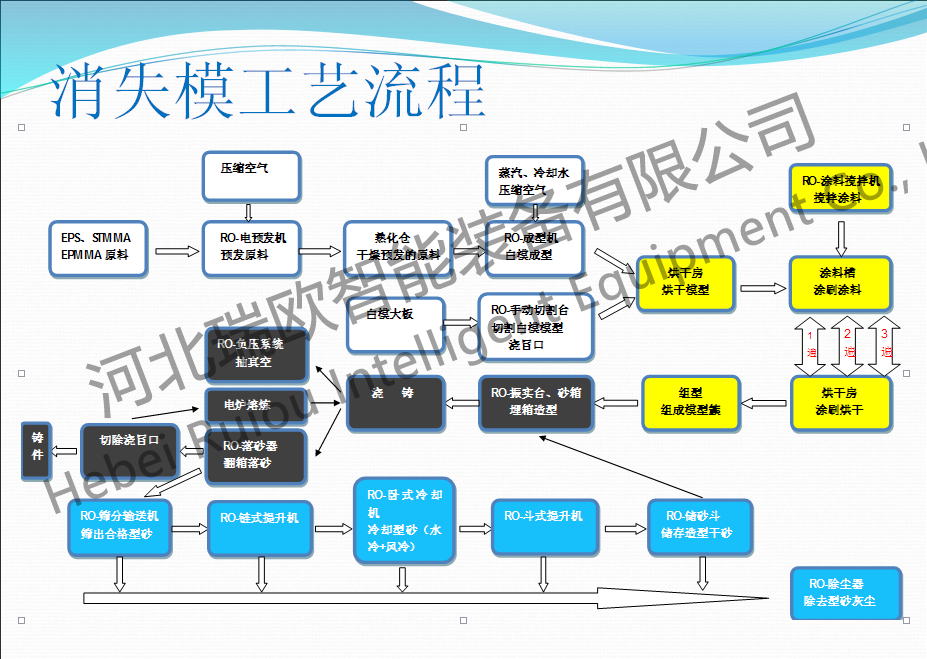
首先我们看一下消失模工艺流程,通过前几天的讲解大家应该知道消失模工艺中白、黄区的工艺流程应该有了一定的了解,黑区的工艺主要包括:埋箱和浇注两块。
(1)埋箱造型
应该注意的是:
①填砂前应检查砂箱抽气室隔离筛网有无破坏。
②铸件应分层填料,每层填料高度约100~200mm,振实后再填下一层型砂。
③分层填砂,每层填砂高度约100~200mm,把型砂刮平,振实好后再填下一层型砂。填砂埋箱过程不能损伤模样,不使涂层剥落。型砂不能直冲着模样填充下去,应冲着砂壁,再慢慢往中间填砂。
特别难于填砂部位,应辅助人工充填,模型上难填砂的长孔,深孔,盲孔和死角区应预先填料,再放入铸型中,对于这些部位,一般先在其中预填上含有粘结剂(最好用糯米粉)的型砂并捣实或加放冷铁。
④顶部吃砂量,不能低于100mm,特殊情况另行处理。等型砂填到离砂箱上部50mm左右时,停止填砂,覆盖塑料薄膜(要求每一个边比砂箱大200mm左右),再次盖砂(约50mm以上),防止浇注时铁水飞溅,将塑料薄膜损坏。
⑤埋箱造型过程一般使用振动来提高干型砂铸型紧实度。考虑到泡沫塑料模容易变形,振动紧实时宜采用高频率低振幅的振动。
振动时间影响铸型密度,时间长,密度高,但时间过长效果不明显,反而容易破坏模样和涂料层。影响铸件质量。实际生产中,可以根据砂箱的大小和造型材料种类的不同,分别对待。
(2)浇注。
消失模浇注工艺主要需确定几个参数:
①浇注温度:
由于模样气化是吸热反应,需要消耗液体金属的热量,浇注温度应高一些。在负压下浇注,充型能力大为提高,从顺利排除EPS固、液相产物角度考虑,也要求温度高一些。一般推荐EPS工艺浇注温度比普通砂型铸造高30~50℃。表1推荐的浇注温度范围:
表1 采用消失模铸造工艺时合金浇注温度
|
合金种类 |
铸钢 |
球铁 |
灰铁 |
铝合金 |
铜合金 |
|
浇注温度℃ |
1450-1700 |
1380-1450 |
1360-1420 |
700-750 |
1200-1500 |
②负压
负压的作用:
①紧实干砂,防止冲砂和崩散、型壁移动(尤其球铁更为重要)。
②加快排气速度和排气量,降低界面气压,加快金属前沿推进速度提高充型能力,有利于减少铸件表面缺陷。
③提高复印性,铸件轮廓更清晰。
④密封下浇注,改善环境。
负压大小范围:根据合金种类,选定负压范围,见表2。
表2. 负压范围
|
合金种类 |
铸铝 |
铸铁 |
铸钢 |
|
负压范围(mmHg) |
50-100 |
300-400 |
400-500 |
真空度对负压实型铸造来说,是最重要,也是最基本的因素。提高砂箱的真空度后,金属液的穿透力显著提高,铸件表面产生针刺,粘砂缺陷的概率也就明显增加。因此,浇注时真空度的大小同样应综合考虑。
③停泵时间
停泵时间是指从浇注结束到解除真空这段时间。
由于泡沫塑料气化吸热及铸型的冷却作用,液态合金浇入铸型后温度迅速下降。当铸件表面的结壳层具有一定的厚度和强度时,再根据铸件的质量和薄厚,确定合理的停泵时间,使铸件自由收缩,以减少铸造应力。
④浇注速度
正确的浇注方法和速度是:
<1>、采取“慢—快—慢”的方法进行,即浇注开始速度要慢,随即转快,最后又要慢浇。
<2>、浇注中除了要掌握浇注速度快慢的节拍外,还要力戒断流和金属液大量外溢。这两种情况都会破坏铸型的真空状态,造成塌箱。
相关新闻
{kind=link}

公司微信

社交媒体聚合页